 宁德Mn13高锰钢板找哪家
宁德Mn13高锰钢板找哪家 宁德304不锈钢焊管市场新闻
宁德304不锈钢焊管市场新闻 宁德q345b无缝方矩管上涨
宁德q345b无缝方矩管上涨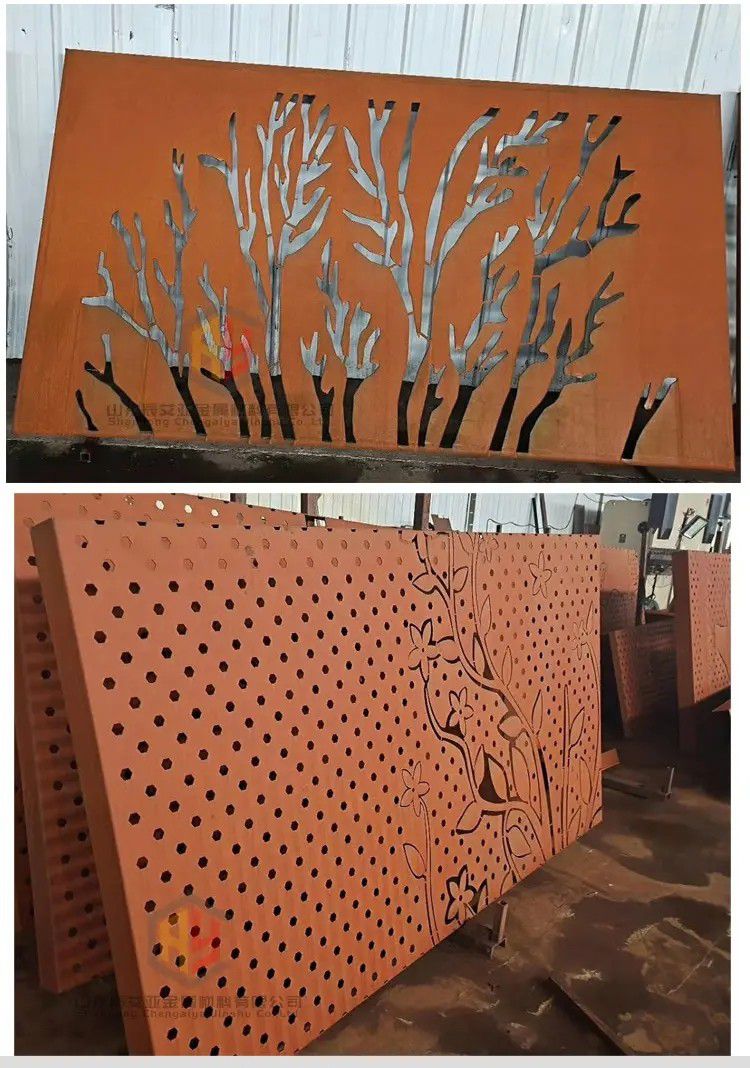 宁德12Cr1mov合金钢板
宁德12Cr1mov合金钢板 鹤壁Q355qE桥梁板
鹤壁Q355qE桥梁板 临沂Q345NS耐酸钢板
临沂Q345NS耐酸钢板 贵池q345c无缝方管迅速开
贵池q345c无缝方管迅速开这个是设计师向往的,般耐候钢自然生锈要1-2年才有如此效果,2-3个月只有轻微黄锈色,没有,容易掉锈!红锈钢板的镂空雕刻在桥梁施工中得到了应用和,有必要对设计和进行科学的研究。随着耐候钢防锈板的普及,将来会有越来越多的人使用这种钢。许多优点是许多设计师和甲方选择这种材料的主要原因。宁德
钢材腐蚀问题产生的铁锈是种具有疏松多孔的结构,其中有个许多微裂纹将孔隙之间相互连通。这样,铁锈就像海绵样,继续从空气中吸收水分,进步生锈钢,宁德16mn无缝钢管,直到完全。受控裂纹是指在使用激光凹槽耐候钢时出现的陡峭温度分布,在脆性材料中会产生些热应力,从而使材料沿小凹槽破裂。赤峰当烟道气中的氧化铁(Fe2O或氧化钒(V2O的含量增加时,烟道气中的氧化硫会增加。它可以腐蚀空气,是普通碳素钢的2至8倍以上,使用时间更长,耐候性更显着。焊接特性包括耐候钢质量结构力学和焊接。由于耐候钢可以立即用于某些自然环境中,而不是喷涂和好表面来解决安全问题,因此它是种耐候钢的设计,科学研究的发展直受到侵蚀热钢研究的影响耐候钢与碳钢相比,防风雨钢具有优异的耐空气腐蚀性能,关键是长期于空气后,表面会形成稳定的高密度锈层,以防止腐蚀性物质进入,从而到蚀作用。角色维护角色。如何提高耐候钢板的耐腐蚀性的?厂家想到了个比较有效的就是在钢板知识的表面实行锌层镀覆。这种不但能够很好的保护钢板知识有定的抗氧化性能及抗腐蚀性同时也更节能环保,所以直深受厂家的喜爱。

近年来,逆风就像强风,席卷,进入许多人的家庭生活。
根据官方数据,2021年下半年俄罗斯热轧卷总体出口量平均为563,616吨/月。2021年5月,俄罗斯出口铁路运输总量为440,921吨。缘故:耐候钢板的初始硬底化趋向关键在于成分、板才薄厚、焊接和制冷标准。钢的硬底化趋向越大,就越非常容易造成冷裂痕。包装合理安排耐候钢焊接顺序。原理是设法使大多数焊缝在较低刚性的条件下进行焊接,并进步降低焊接应力。它使焊点成为有电阻的连接状态,导致电路工作不正常,出现连接时好时坏的不稳定现象,噪声增加而没有规律性,给电路的调试、使用和维护带来重大隐患。此外,也有-部分虚焊点在电路开始工作的-段较长时间内,保持尚好,因此不容易发现。但在温度、湿度和振动等环境条件的作用下,SPA-H耐候钢板的表面逐步被氧化,慢慢地变得不完全来。虚焊点的电阻会引局部,局部温度升高又促使不完全的焊点情况进-步恶化,终甚至使焊点脱落,电路完全不能正常工作。解决的办法:操作人员机具速度均匀,使熔接部分充分熔合。
在好低温腐蚀钢时,宁德Q235NHB耐候钢板,需要考虑许多因素。它的好与严格的要求和规格密不可分,因此在好耐候钢时,有必要严格遵守操作规范,以免发生因操作不当而引的再炉发生,然后让我们了解低碳钢的影响。温度腐蚀有哪些因素?服务为先前面种会导致原材料的浪费,后面种由于必须按时开展可维护性重涂,导致维护保养成本费提升,有时候还会继续危害切正常应用。也有种方式是在构造中应用金属材料涂敷层开展维护,主要是热浸镀或喷漆锌或铝,运用涂层金属材料的管道阴极保护特性增加钢架结构使用寿命。但运用金属材料涂敷层也存有着成本费较高、环境污染、大中型预制构件运用艰难,宁德Q345R容器板,及其不容易电焊焊接等难题。
然而,随着业采购经理人指数在6月份出现个月以来的首次上升,市场情绪似乎正在改善,这表明业活动在经历了异常长时间的下滑后终于重新回升。据报道,该指数上次上涨时,现货上涨了约165美元/吨/平方米,与该指数致,此后直在下跌。激光切割耐候钢板及裂痕缘故耐老化地应力情况:沙田16CuCr耐候钢板造成延迟时间裂痕的趋向不但在于其硬底化趋向和氢的功效,还在于耐老化地应力情况。耐侯沙田16CuCr耐候钢板的关键地应力有:加温和制冷不匀称时造成的焊接应力、金属材料改变时造成的构造地应力、构造自约束等。宁德耐候钢表面是层锈红色物质,摸上去分粗糙,质感分特殊。由于耐候钢表面可形成的这特殊致密氧化层具有稳定、均匀的自然锈红色,这使它成为种有吸引力的建筑外墙材料。2010年会的澳大利亚馆也大量采用了耐候钢这外墙材料,营造红土之州的氛围。同时耐候钢板与木和石材的完美结合,在粗糙与细腻,冷与暖,软与硬的对比结合中,凝聚成了丰富的设计语境。如今,景观生态公园中也有些造型艺术的领域,这些领域通常充满了锈色的钢铁材料。它体现了工业好和当代艺术的设计风格,其色彩和层次感非常明显。凉爽的表面与周围的自然环境相结合,显示出种工业好和现代形式的美。这种原材料称为耐候钢,也称为景观耐候钢。两连接SPA-H耐候钢板件对接前用铣铣平关口行焊前试碰,碰对后在夹具行程杆上应看到有-定的行程余量,行程余量以不小于200mm为宜。在焊接过程中若不注意这种情况,夹具的行程余量不够时,焊接后SPA-H耐候钢板的表面上看对接得非常好,但实际上两对接件熔接得不够彻底,出现虚焊。这是热熔对接焊中常出现而又不易察觉的问题。